








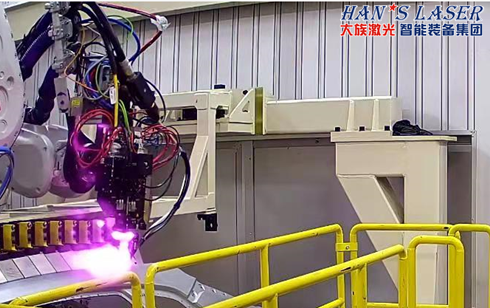
大族激光为吉利新车型提供顶盖激光钎焊技术解决方案
2020年9月底,吉利汽车发布了领克-ZERO concept新车型的智能纯电动汽车架构,以此架构为核心的新款汽车也正在试生产中,并将于2021年实现量产上市。据了解,大族激光智能装备集团为该车型提供了顶盖激光钎焊技术解决方案,已于今年5月完成交付。

激光钎焊简介
从20世纪80年代开始,激光技术开始运用于汽车车身制造领域。激光焊接以其光束能量密度极高、加热范围小、焊缝及热影响区域窄、焊接速度快、深宽比大和焊接变形小等优点,在白车身制造领域得到广泛应用。
激光钎焊技术在上个世纪 90 年代初首先在德国得到开发。德国爱尔兰根大学在激光填丝钎焊工艺和过程控制方面做了大量的工作,激光器常选用光束传输和调节方便的光纤激光器和半导体激光器,钎料根据母材常选用 Cu 基钎料,主要接头形式包括对接、卷对接、搭接、卷搭接等。其最初的出发点是为了解决火焰钎焊热输入过大的问题,连接的工件主要为搭接或卷搭接形式的钢板。激光钎焊作为激光焊接技术的一种,较之熔焊,钎焊时母材不熔化,仅钎料熔化,可以获得光滑的焊缝表面,这不仅使产品更加美观,还提高了密封性,而且显著提高了焊接区域的强度,大大地提升了整车的安全性能。

目前,在国内外的汽车制造业,激光钎焊主要应用在可视的外围接合件上,如顶盖与左右侧围的连接、行李箱上下两部分的连接及流水槽等。
激光钎焊的原理
激光钎焊也称激光填丝钎焊,是在电弧钎焊的基础上发展起来的一种新的局部硬钎焊技术。其焊接原理是利用激光光束作为热源,聚焦后的光束照射在填充的焊丝表面上,焊丝被光束能量加热并熔化形成高温液态金属,从而填充到所需焊接的工件之间,即工件间的连接是通过钎焊层实现的,如下图所示。钎焊属于固相连接,它与熔焊方法不同,钎焊时母材不熔化, 采用比母材熔化温度低的钎料,加热温度采取低于母材固相线而高于钎料液相线的一种连接方法。当被连接的零件和钎料加热到钎料熔化,利用液态钎料在母材表面润湿、铺展与母材相互溶解和扩散,以及在母材间隙中润湿、毛细流动、填缝与母材相互溶解和扩散而实现零件间的连接。

( 激光钎焊原理图 )
激光钎焊的优点
激光钎焊作为一种新兴的焊接技术,正在被越来越广泛地应用到生产制造的各个环节中,特别在汽车白车身制造领域,激光填丝钎焊已经得到比较成熟的应用,在应用过程中,激光钎焊有其独特的优势和应尽量避免的一些缺点。
(1)激光钎焊加热温度较低,只在焊缝表面产生熔化现象,工件内部没有完全熔透,基本不产生汽化现象。
(2)激光钎焊接头平整光滑,外形美观。例如,白车身侧围和顶盖在拼接的时候,如果采用电阻点焊,总装时需要装配顶饰条对焊缝进行遮蔽,但是如果采用激光钎焊,焊缝均匀、平整光滑,在总装车间无需对焊缝进行遮蔽。
(3)激光钎焊多用波长1.06μm的激光作为光源,可用光纤传输,因此可在常规方式不易焊接的部位进行加工,灵活性好,更易实现自动化。
(4)由于激光束可以实现分光,可用半透镜、反射镜、棱镜以及扫描镜等光学元件进行时间与空间分割,所以激光钎焊能实现多点同时对称焊。影响激光钎焊的焊接参数主要有:光斑直径、激光功率、焊接速度和送丝速度。
激光钎焊的主要工艺参数
(1)光斑直径:
光斑的直径对钎料的铺展影响较大。光斑直径过小,激光集中在钎料上,对母材的加热不足,钎料在母材上铺展时冷却过快,使钎料不易铺展;光斑直径过大,如果激光功率不够则无法及时熔化焊丝,如果激光功率足够则会严重烧损母材。对于卷对接接头,光斑直径与焊缝宽度(填充面宽度)基本一致时,钎料的铺展较充分。
(2)激光功率:
焊丝熔化的速度取决于激光能量的大小,即激光功率。当激光功率不足时,焊丝熔化速度慢,铺展不充分,且作业时间长,生产效率低;当激光功率过大时,焊丝熔化速度快,如果送丝速度跟不上,则焊缝的铺展会间断。激光功率的最大值受设备限制,调节激光功率的大小主要考虑其与焊接速度及送丝速度的匹配。
(3)焊接速度和送丝速度:
焊接速度决定作业时间的长短和生产效率的高低,所以应根据设备可提供的激光功率的大小选择适当的焊接速度以提高生产效率。通常焊接速度越快,生产效率越高,但对于半径较小的圆弧段焊缝或过渡段焊缝,过快的焊接速度产生的离心力将会阻碍熔融钎料的铺展,使焊接过程不稳定。选定了焊接速度(其最大值由机器人的性能决定)之后,需根据焊缝填充量的多少来匹配适当的送丝速度。送丝速度过快,焊缝表面会出现钎料的堆积,影响外观质量,送丝速度过慢则会使焊缝表面的出现下陷,过少的填充量会影响焊缝的焊接强度。当然,送丝速度的调节也需要同时考虑激光功率的大小。
(4)其它因素:
另外,焊丝送丝角度、焊接头倾斜角度及热丝时热丝电流等对焊接质量也有较大影响,在工艺调试过程中要综合考虑以上因素,才能获得最佳的焊接品质。