








异种金属三维曲面全自动激光焊接解决方案
国内首台80吨级液氧甲烷发动机200s全系统试车圆满成功。这台被誉为火箭心脏的“庞然大物”正是由 大族激光智能装备集团 研发的RK1Z激光焊接设备焊接完成的。
由大族激光技术团队集数年之功在夹层喷管技术取得重大技术突破,实现了火箭发动机制造技术领域异种金属三维曲面全自动激光焊接。这也是我国首次将激光焊夹层喷管工艺运用在火箭发动机喷管上,填补了国内该领域的技术空白。
近年来,随着市场对于太空探索需求的迅猛增长以及全球微纳卫星互联网化技术日趋成熟,火箭发动机具有巨大的市场缺口。发动机作为火箭的心脏,恶劣的工况对火箭发动机结构提出了苛刻的要求。喷管身部区域需要承受尾焰气流冲击及强烈震动,高速射流速度超过4马赫。喷管延伸段夹层内外仅仅相隔1mm则是冰火两重天:夹层内部流淌着低于-100℃的低温燃料,而在夹层外部则是超过3000℃的超声速尾焰气流冲击,夹层需要承受几十甚至上百个大气压力冲击以及带来的强烈震动;一系列的严苛要求对发动机焊接质量提出了巨大的挑战。
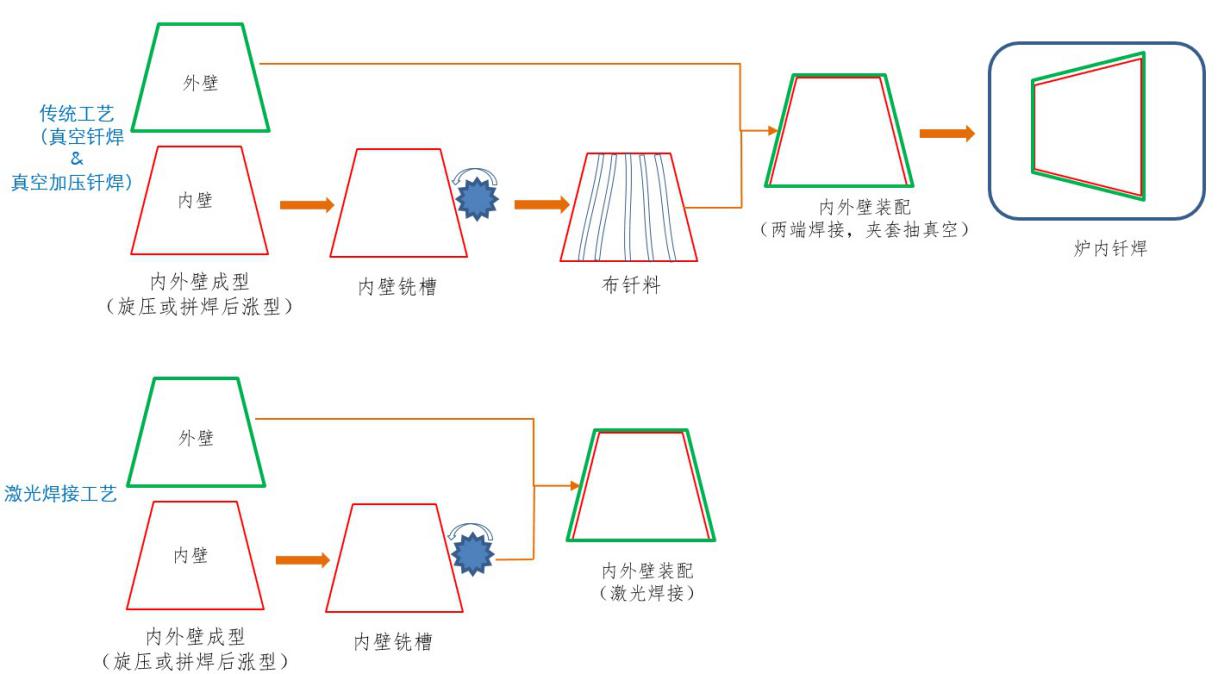
激光作为火箭发动机身部及喷管延伸段焊接方式有众多优势。传统的火箭发动机喷管延伸段分为:再生冷却式、辐射冷却式、排放冷却式、烧蚀冷风式。真空钎焊是铣槽式再生冷却喷管夹层的常规焊接方法,此方式焊缝强度一般,操作流程复杂,焊接需在真空环境中进行,焊接过程难以实现自动化,且对操作人员技术水平要求较高,制造周期长,生产成本高。经过分析与论证,激光焊接作为铣槽式再生冷却喷管夹层结构焊接的首选,具有制造周期短,自动化程度高,环境要求低等众多优势,可大大缩短火箭发动机喷管研制周期(可压缩至10h),降低喷管的制造成本,从而有效降低火箭的发射成本。
RK1Z激光焊接系统是大族智能装备集团高功率焊接产品中心为大型火箭发动机等立式回转体激光焊接而开发的成套设备。
整套设备最大焊接功率8000W,最大可焊深度10mm,最大可焊直径接近2m,可满足客户未来二级发动机、上面级发动机大面积比喷管焊接需求。经过大量的工艺探索已经成功实现了GH4169&镍、铬锆铜&1Cr18Ni9Ti等异种金属大型薄壁件的焊接。采用上述焊接工艺及装备,焊缝质量能满足客户需求的同时大大缩短了产品交期,极大降低了生产成本及对高水平焊接工人的依赖,其工艺水平达到了国内领先水平。

由大族激光技术团队集数年之功在夹层喷管技术取得重大技术突破,实现了火箭发动机制造技术领域异种金属三维曲面全自动激光焊接。这也是我国首次将激光焊夹层喷管工艺运用在火箭发动机喷管上,填补了国内该领域的技术空白。
 |
 |
近年来,随着市场对于太空探索需求的迅猛增长以及全球微纳卫星互联网化技术日趋成熟,火箭发动机具有巨大的市场缺口。发动机作为火箭的心脏,恶劣的工况对火箭发动机结构提出了苛刻的要求。喷管身部区域需要承受尾焰气流冲击及强烈震动,高速射流速度超过4马赫。喷管延伸段夹层内外仅仅相隔1mm则是冰火两重天:夹层内部流淌着低于-100℃的低温燃料,而在夹层外部则是超过3000℃的超声速尾焰气流冲击,夹层需要承受几十甚至上百个大气压力冲击以及带来的强烈震动;一系列的严苛要求对发动机焊接质量提出了巨大的挑战。
激光作为火箭发动机身部及喷管延伸段焊接方式有众多优势。传统的火箭发动机喷管延伸段分为:再生冷却式、辐射冷却式、排放冷却式、烧蚀冷风式。真空钎焊是铣槽式再生冷却喷管夹层的常规焊接方法,此方式焊缝强度一般,操作流程复杂,焊接需在真空环境中进行,焊接过程难以实现自动化,且对操作人员技术水平要求较高,制造周期长,生产成本高。经过分析与论证,激光焊接作为铣槽式再生冷却喷管夹层结构焊接的首选,具有制造周期短,自动化程度高,环境要求低等众多优势,可大大缩短火箭发动机喷管研制周期(可压缩至10h),降低喷管的制造成本,从而有效降低火箭的发射成本。
RK1Z激光焊接系统是大族智能装备集团高功率焊接产品中心为大型火箭发动机等立式回转体激光焊接而开发的成套设备。
整套设备最大焊接功率8000W,最大可焊深度10mm,最大可焊直径接近2m,可满足客户未来二级发动机、上面级发动机大面积比喷管焊接需求。经过大量的工艺探索已经成功实现了GH4169&镍、铬锆铜&1Cr18Ni9Ti等异种金属大型薄壁件的焊接。采用上述焊接工艺及装备,焊缝质量能满足客户需求的同时大大缩短了产品交期,极大降低了生产成本及对高水平焊接工人的依赖,其工艺水平达到了国内领先水平。